Biological Products:
Bioaugmentation products for Wastewater applications in Papermills, Refineries, Chemical, Tanneries, Municipalities, Textiles, Steel, Agriculture, Animal feedlot, Gun Powder plant, Food and Beverage- Dairy Products, Orange Juice factory, Wineries, Cookie factory, Vegetable processing plant, Meat packing, Barbecue Restaurant, Aquaculture, Ornamental Ponds with algae , CAFO, Nursing homes, Military, Campgrounds, Universities, Regulatory agencies, River and Lake remediation
Lab Services:
Filamentous Identification Lab Service. One reason to identify filaments is to determine the filaments characteristics and then determine the type present. If the type is found out, a root cause can usually be associated with a particular filament. If the cause is known, then a correction can be made to alleviate problems. Chlorination is only a quick fix. Without process changes, filaments will grow back after chlorination. Wastewater Biomass Analyses and Cooling Tower Analyses also available
Training Materials:
Training is an integral part of any job. Not everyone is at the same level of training. Many people want beginning concepts and basics. Some need technical information or troubleshooting. Some want equipment, technology or process information. We have developed a full set of Basic training, Advanced training, Filamentous Identification the Easy Way as well as custom training CD's Manuals. We also provide hands-on training classes and soon will have an Online "E-University".
Audits and Consulting:
At Environmental Leverage® Inc., we have a team of experienced individuals who come into your plant with a fresh pair of eyes. The system is checked from influent to effluent. System optimization, equipment efficiency and operational excellence are key components explored. Key Benefits Equipment efficiency Total Cost of Operation reductions Reliability and safety An onsite audit is conducted to examine system parameters, process controls, and current monitor and control procedures. A physical walk-through is conducted, process flow diagrams are examined, previous design criteria are examined and current standard operating procedures are evaluated along with data logs.
|
Troubleshooting-Sludge DewateringLatest News!
What's New!
We have just added "Virtual Audits" to our capabilities. Check out our new Services. We are in the process of developing new courses for our ""Online E-University" in order to meet the needs of our global customers that cannot travel to our public classes.Visit our new website www.WastewaterElearning.com/Elearning
Many plants have to worry about solids handling costs. This can be a significant portion of their budget, second usually only to electrical costs. At Environmental Leverage, we have lately been asked by numerous customers to help them with troubleshooting their system, and provide products. We have found many areas to optimize a system, cut polymer costs, increase sludge cake solids and decrease TSS in the supernatant back to the front of the plant.
Lets look as some areas where solids handling can be impacted. The first thing you need to look at is your clarifier and sludge digestion before you ever get to the dewatering process. Why, because all the components in the wastewater plant have an impact on the previous equipment as well as the successive equipment components. If you are running your clarifiers or digesters at less than optimum conditions, you can seriously impact the quality of the sludge you are dewatering.
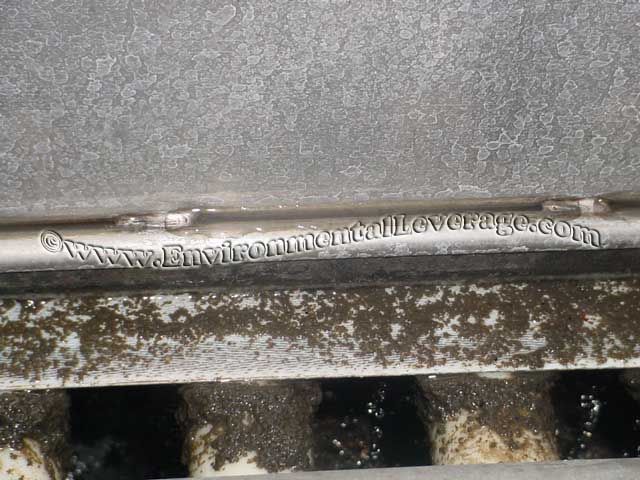
There should not be dead, solids and foam build up in the center well. This is the most critical component of the clarifier. This is usually where the activated sludge first enters the clarifier. If there already is dead scum and foam in that area, it will impact the quality of the sludge, cause more septicity and floating scum on the surface of the clarifier. It may also cause the growth of filaments. Imagine trying to dewater nice compact floc vs. a sponge? Which will take up more space, consume more polymers, dewater less and incur more in hauling costs
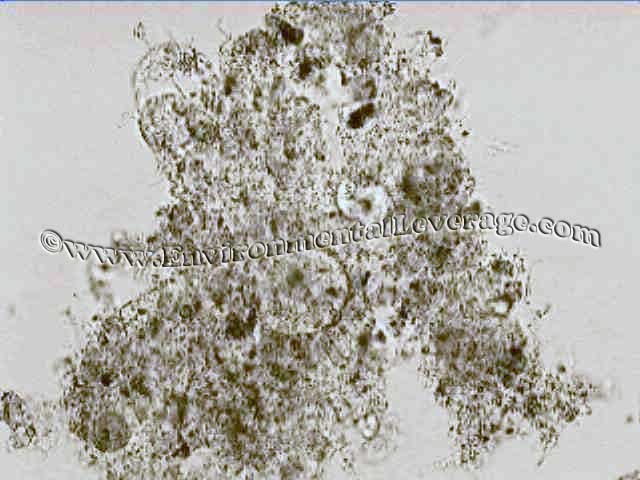
This is a serious case of filamentous bulking, vs. a nice compact floc structure already formed.
Ok, well that makes sense. Where else can we mess things up without realizing it? Sludge holding tanks or digesters are commonly areas that are overlooked.
Ok so we are going to dewater our nicely formed sludge. What are some of the critical components of dewatering? The first obviously is the polymer. Polymer selection, make-up, use of day tank, vs. Polyblend, pH, temperature of make up water, potable vs. non, cationic vs. ionic. Yes, there are a ton of variables in just this component of dewatering. Chemical costs can be a pretty high cost component of solids handling. First be sure to run Jar testing. Also make sure that seasonal changes do not impact the chemical program. Sometimes the sludge you carry in the winter is completely different than the biomass during the summer.
Anytime you can use a day tank vs. straight through a Dynablend or Poyblend, you probably can save from 20-30% on usage of polymer. Most emulsion polymers are designed to use a day tank. The polymer is a long wound up chain. Use of a day tank allows the polymer to unwind and actually work better and still use less polymer. More to come on that subject at a later date!
Make sure your tank is cleaned out occasionally. Do not let mold, dirt or scum build-up in the tank
If you use a Polyblend, Dynablend, or other type of straight feeder with
a small mix chamber, watch the amount of dilution water you use. One advantage to using a day tank also is the amount of excess dilution water needed. We have seen ranges from 3 gpm to 14 gpm. Think about how much excess water you are adding to your system, at 14 gpm, 60 minutes per hour, 6-8 hours per day. It can add up to quite a bit of volume. Not to mention costs if you are paying for potable water. All this excess water also makes it harder for the belt press to work. This is one area you can play with on the press.
Some polymers actually work better with a lower flow of dilution water.
How much polymer are you adding? It is easy to overdose polymer. And overdosing does not always make for drier cake solids! Too much polymer can blind the belts and inhibit free drainage, cause floc particles to stick to the belt and increase TSS also in the wash water. Look at your floc size and how quickly it forms in the first section of your belt press or mix chamber.
Check to see if you have pooling on the belts, or solids carryover under the belts
Check to see how quickly the water drains off. Stick your finger in the water (make sure there are no moving parts and you chose a part that is safe on your belt press) you can test to see if you are overdosing polymer. If the water is slimy, you are probably overdosing polymer.
How do your belts look are they clean, or is there dirt and solids stuck to the belt. Either you are overdosing polymer, your spray nozzles are clogged or you are not making dry enough cake solids. Each is a different problem with different solutions. Some plants bleach their belts occasionally to clean out any bacteria and fines that may be clogged in the fine membranes of the belt. Check with your manufacturer about your specific belt, but usually this is often recommended.
Control Speeds There are many variables to change and adjust when optimizing a belt press. Speed of the belt, flow of the waste, pressure zone, dilution water, polymer addition, not only the amount, but the feed point. All of these can help control how dry the cake solids are that come off the press.
Check these different variables. Many plants never bother to adjust these. Changes in the floc may make minor adjustments to the press operations necessary.
What does the supernatant off the belt press look like?
We have seen ranges in TSS from 15 up to 1500. If you are sending 80-100,000 gallons of sludge through the press a day, now add 14 gpm of dilution water, then add belt press wash water, you are returning quite a bit of water back to the head of the plant. If the TSS is quite high on this, then think of all the solids loading you are carrying around in a circle through your plant.
How do the solids look on the free drainage section? Do they form nice clumps or are they going to run over the edge?
Many belts presses have guides on the edge of the press, are they worn so that floc can come out under the rubber guide? This can add to TSS in the wash water. Lower the guides or adjust the rubber flaps.
Proper clean up after each use is a must if you want to get optimum usage out of the belt press. Make sure the press is hosed down after every use.
Make sure the scraper blade on the belt press is at the right level. Too high and some of the cake solids are not scraped off, too low and you can wear out the belt press quicker.
Always check the belts, rollers, guides, scrapers and any other moving parts on the press. A clean, well running press can make all the difference in the amount of money you will spend on solids handling costs.
Obviously there are a ton of issues we could get into with solids handling issues and many details. We will slowly, over the next few months try to cover some of these in our newsletters! If you need immediate troubleshooting at your plant, call our office to set up an appointment.
Find out more about our Troubleshooting and Training programs or consider having a Waste Audit performed on your plant with our Consulting Engineers.
Call Environmental Leverage Inc. today for a walk through of your plant to see the options you have for optimization of your system! You might be surprised at how little changes make a big impact!
More Troubleshooting Secondary Clarifiers Optimization Clarifier Troubleshooting Newsletter
Wastewater Treatment Plant Operations
Back to Troubleshooting tips and Newsletters
|

 What
does your center well look like?
What
does your center well look like? 
 Dissolved
oxygen and pH are the two areas that are commonly overlooked in the digester
or sludge holding tanks. The bacteria are still alive. The only difference
in the digester vs. the aeration basin is that you are not feeding them
anymore. You are trying to digest the sludge so you have less volume of
solids to get rid of. They still follow the basic Critical 5 requirements no
matter where the bacteria are as long as they are alive. Whether that is in
the aeration basin, the clarifier or the digester! Always keep that in mind.
Dissolved
oxygen and pH are the two areas that are commonly overlooked in the digester
or sludge holding tanks. The bacteria are still alive. The only difference
in the digester vs. the aeration basin is that you are not feeding them
anymore. You are trying to digest the sludge so you have less volume of
solids to get rid of. They still follow the basic Critical 5 requirements no
matter where the bacteria are as long as they are alive. Whether that is in
the aeration basin, the clarifier or the digester! Always keep that in mind.